 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





paglalarawan
paraan ng pagkalkula ng kondisyon ng paggawa ng kondisyon
|
● bilis ng pagputol (bilis ng linear) pagkalkula vc ang distansya na isang punto sa circumference ng end mill blade gumagalaw bawat minuto ay maaaring kalkulahin gamit ang sumusunod na pormula: |
|

|
v = bilis ng paggupit (m/min) π=3.14 d = diameter (mm) n = bilis ng pag-ikot (mm -¹) |
|
● bilis ng pag -ikot pagkalkula ng rotationspeed ang bilang ng mga rebolusyon bawat minuto ng mekanikal na spindle na humahawak sa dulo mill ay maaaring kalkulahin gamit ang sumusunod na pormula: |
|
 |
n = bilis ng pag-ikot (mm -¹) v = bilis ng paggupit (m/min) π=3.14 d = diameter (mm) |
|
● rate ng feed pagkalkula ng rate ng feed ang bilis ng feed ng worktable bawat minuto ay maaaring kalkulahin ng sumusunod na pormula  f = rate ng feed (mm/min) n = bilis ng pag-ikot (mm-1) z = bilang ng plauta f = rate ng feed ng plauta (mm/1flute) |
|
|
● feed para sa ngipin pagkalkula ng feed ofteeth ang distansya na isang punto sa circumference ng end mill blade gumagalaw bawat minuto ay maaaring kalkulahin gamit ang sumusunod na pormula:  f = rate ng feed ng plauta (mm/1flute) f = rate ng feed (mm/min) n = bilis ng pag-ikot (mm-1) z = bilang ng plauta |
|
|
● oras ng pagtatrabaho pagkalkula ng oras ng pagtatrabaho ang oras na kinakailangan upang i -cut ang materyal na workpiece ay maaaring kalkulahin gamit ang sumusunod na pormula  tc = oras ng pagtatrabaho (min) l = kabuuang haba ng pagtatrabaho (haba ng paggawa ng materyal + end mill blade diameterd) f = rate ng feed (mm/min) |
|
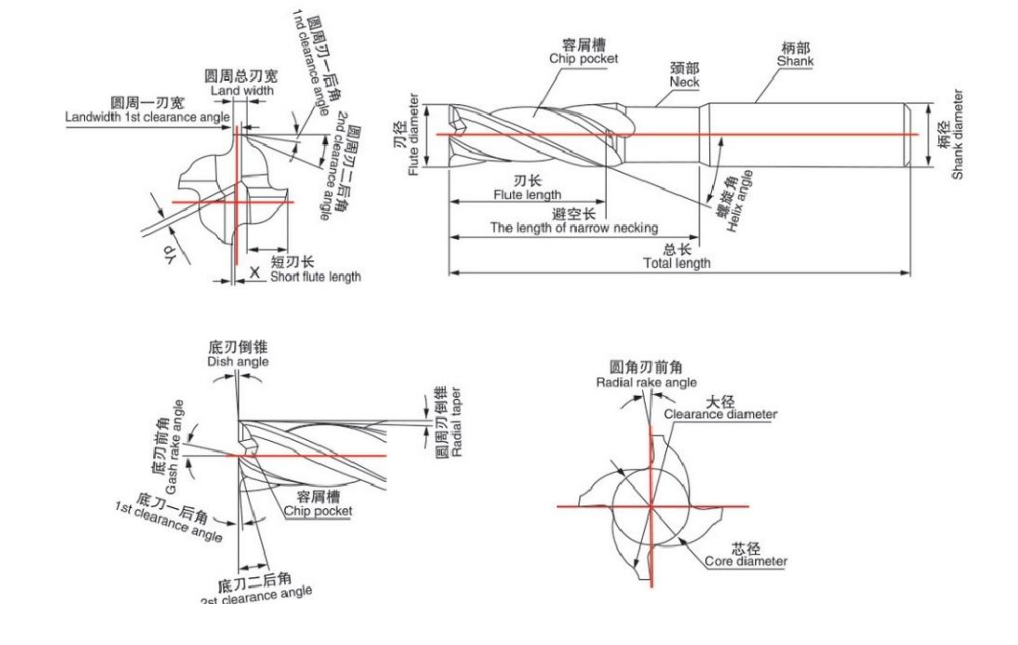
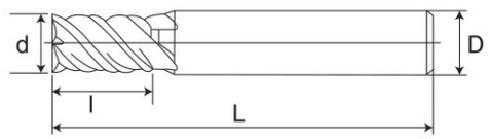
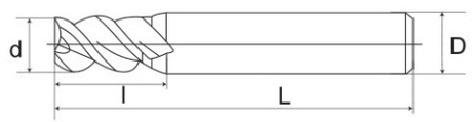
pangalan ng bawat bahagi ng milling cutter
milling cutter series
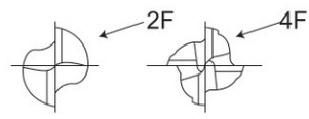
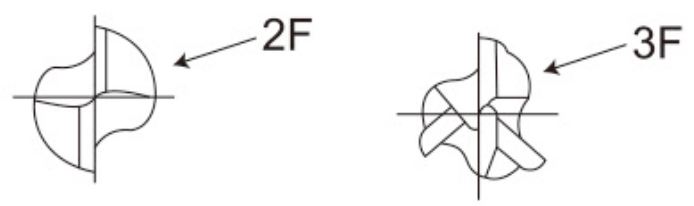
end mill type end mill hugis

2-flute/4-flute end mills
wc = 90/88 co = 10/11 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 laki ng butil = 0.6μm

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-flute/4-putok na pinalawig na pagtatapos ng mill
wc = 90/88 co = 10/11 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 laki ng butil = 0.6 μm
|
d |
i |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ espesyal na pansin :
1. ang talahanayan na ito ay ang karaniwang halaga para sa paggiling sa gilid. kapag ang tool ay umuusbong, ang bilis ay dapat na 60% ~ 80% ng talahanayan sa ibaba, at ang bilis ng feed ay dapat na 50% ~ 70% bilang karaniwang halaga.
2. mangyaring gumamit ng mga tool sa high-precision machine at mga may hawak ng tool.
3. mangyaring gumamit ng paglamig ng hangin o pagputol ng likido na hindi madaling makagawa ng usok.
4. inirerekomenda ang side milling para sa down milling.
5. kung ang tibay ng tool ng makina at ang workpiece ay mahirap, ang panginginig ng boses at hindi normal na tunog ay magaganap. sa oras na ito, ang bilis at bilis ng feed sa talahanayan sa ibaba ay dapat mabawasan bawat taon.
6. panatilihin ang overhang tool hangga't maaari nang walang pagkagambala.
mga kondisyon sa pagputol
|
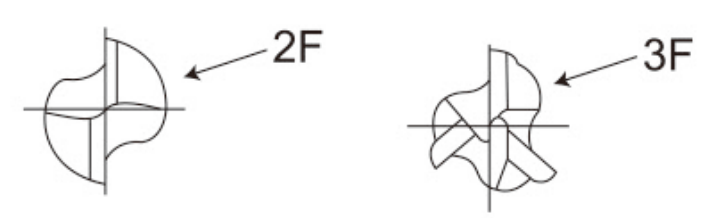
2 flute |
|||||||||||||||
|
mga naproseso na materyales |
cast iron ductile iron |
carbon steel \ alloy steel |
carbon steel \ alloy steel ~ 30hrc |
phs \ qt steel ~ 40hrc |
hindi kinakalawang na asero |
phs \ qt steel ~ 50hrc |
|||||||||
|
dia (mm) |
rpm (min-) |
feedrate (mm/min) |
rpm (min -¹) |
feedrate (mm/min) |
rpm (min-) |
feedrate (mm/min) |
rpm (min -¹) |
feedrate (mm/min) |
rpm (min -¹) |
feedrate (mm/min) |
rpm (min -¹) |
feedrate (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 flute |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
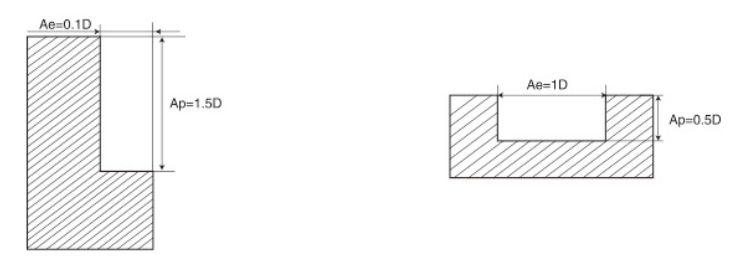
|
lalim ng pagputol ng max |
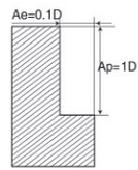 ae = 0.1d ap = 1d |
ae = 0.05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
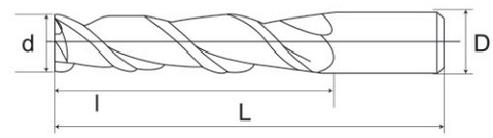
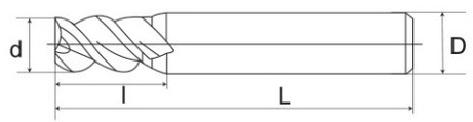
2-flute/3-flute end mill para sa aluminyo haluang metal
wc = 90/88 co = 10/11 hv30 = 1571 trs = 3750n/mm² hrc≥91.5grain sukat = 0.6 μm

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-flute/3-flute aluminyo haluang metal na pinalawak na espesyal na mill mill
wc = 90/88 co = 10/11 hv30 = 1571 trs = 3750n/mm² hrc≥91.5 laki ng butil = 0.6μm

|
d |
i |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ espesyal na pansin :
1. ang sumusunod na talahanayan ay nagpapakita ng mga karaniwang halaga para sa paggiling sa gilid. kapag ang tool ay umuusbong, ang bilis ay dapat na 60% ~ 80% ng talahanayan sa ibaba, at ang bilis ng feed ay dapat na 50% ~ 70% bilang karaniwang halaga.
2. mangyaring gumamit ng mga tool sa high-precision machine at mga may hawak ng tool.
3. mangyaring gumamit ng paglamig ng hangin o pagputol ng likido na hindi madaling makagawa ng usok.
4. inirerekomenda ang milling ng down milling para sa side milling.
5. kung ang tibay ng tool ng makina at ang workpiece ay mahirap, ang panginginig ng boses at hindi normal na tunog ay magaganap. sa oras na ito, ang bilis at bilis ng feed sa talahanayan sa ibaba ay dapat mabawasan ang taon-sa-taon.
6. panatilihin ang overhang tool hangga't maaari nang walang pagkagambala.
mga kondisyon ng pagputol ng aluminyo
|
2flute |
||||
|
mga naproseso na materyales |
aluminyo haluang metal |
silicon aluminyo haluang metal si110% |
||
|
d (mm) |
rpm (min- ') |
feedrate (mm/min) |
rpm (min -¹) |
feedrate (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
max cutting dept
|
pagtatanong
mga kaugnay na kategorya ng produkto
- mga pamutol ng tool ng tsina
- china cemented carbide rings para sa mill rolls
- china hobby cnc end mill
- pagputol ng tool ng tsina
- tsina tanso utting end mill cnc router
- china end mills
- china kennametal solid carbide rods
- cnc carbide end mill cutter
- tsina 1 8 x 3 solid carbide rods
- cnc end mill bits
- milling bits
- end mill bits para sa bakal

