 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





Sulok radius end mill
Paglalarawan
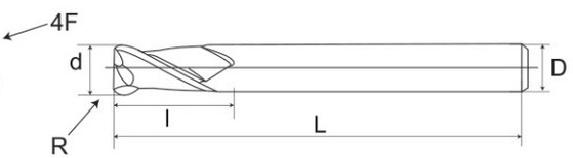
2-Flute Ball End Mill
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5 laki ng butil = 0.6μm


|
d |
I |
L |
D |
R |
F |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
2-Flute Extended Ball End Mill
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5 laki ng butil = 0.6 μM


|
d |
I |
L |
D |
R |
F |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
Mga kondisyon sa pagputol
|
Mga naproseso na materyales |
Cast iron Ductile iron |
Carbon Stee Aalloy Steel ~ 750n/mm2 |
Carbon Steel \ Alloy Steel 30HRC |
PHS \ Qt Steel 40HRC |
Hindi kinakalawang na asero |
PHS \ Qt Steel ~ 50hrc |
||||||
|
D (mm) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
|
R0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
R1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
R1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
R2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
R2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
R3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
R4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
R5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
R6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
R8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
R10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
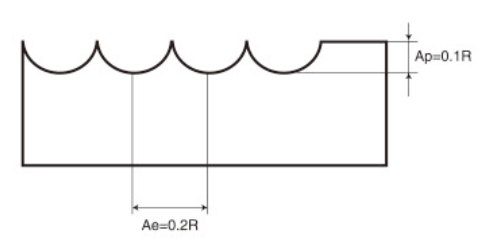
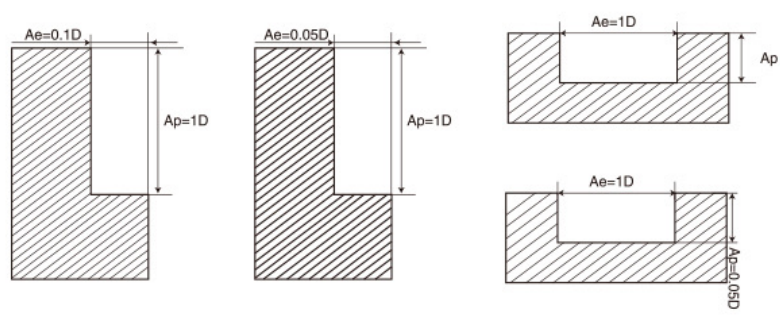
Lalim ng pagputol ng max |
|
 |
||||||||||
◆ Espesyal na attensiyon :
1. Ang talahanayan na ito ay ang karaniwang halaga para sa paggiling sa gilid. Kapag ang tool ay umuusbong, ang RPM ay dapat na 60% ~ 80% ng talahanayan sa ibaba, at ang federate ay dapat na 50% ~ 70% bilang karaniwang halaga.
2. Mangyaring gumamit ng mga tool sa high-precision machine at mga may hawak ng tool.
3. Mangyaring gumamit ng paglamig ng hangin o pagputol ng likido na hindi madaling makagawa ng usok.
4. Inirerekomenda ang Side Milling para sa Down Milling.
5. Kung ang tibay ng tool ng makina at ang workpiece ay mahirap, ang panginginig ng boses at hindi normal na tunog ay magaganap. Sa oras na ito, ang RPM at Federate sa talahanayan sa ibaba ay dapat mabawasan bawat taon.
6. Panatilihin ang overhang tool hangga't maaari nang walang pagkagambala.
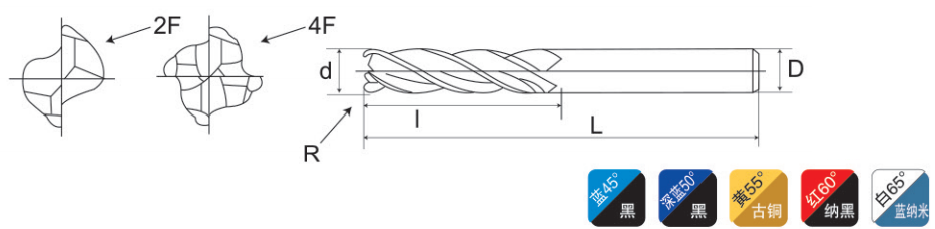
2-flute/4-flute round nose end mill
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5 laki ng butil = 0.6μm
2F

|
d |
I |
L |
D |
R |
F |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flute/4-flute ay nagpapalawak ng pag-ikot ng end mill ng ilong
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5 laki ng butil = 0.6μm
|
d |
I |
L |
D |
R |
F |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ Espesyal na attensiyon :
1. Ang talahanayan na ito ay ang karaniwang halaga para sa paggiling sa gilid. Kapag ang tool ay umuusbong, ang RPM ay dapat na 60% ~ 80% ng talahanayan sa ibaba, at ang federate ay dapat na 50% ~ 70% bilang karaniwang halaga.
2. Mangyaring gumamit ng mga tool sa high-precision machine at mga may hawak ng tool.
3. Mangyaring gumamit ng paglamig ng hangin o pagputol ng likido na hindi madaling makagawa ng usok.
4. Inirerekomenda ang Side Milling para sa Down Milling.
5. Kung ang tibay ng tool ng makina at ang workpiece ay mahirap, ang panginginig ng boses at hindi normal na tunog ay magaganap. Sa oras na ito, ang RPM at Federate sa talahanayan sa ibaba ay dapat mabawasan bawat taon.
6. Panatilihin ang overhang tool hangga't maaari nang walang pagkagambala.
Mga kondisyon sa pagputol
|
2Flute |
||||||||||||||||||||
|
Mga naproseso na materyales |
Cast iron Ductile iron |
Carbon Steel Aalloy Steel ~ 750n/mm2 |
Carbon Steel Aalloy Steel ~ 30hrc |
PHS \ Qt Steel ~ 40hrc |
Hindi kinakalawang na asero |
PHS \ Qt Steel ~ 50hrc |
||||||||||||||
|
D (mm) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
RPM (Min -¹) |
Federate (mm/min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4Flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
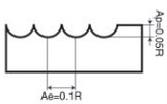
Lalim ng pagputol ng max
|
 |
|||||||||||||||||||
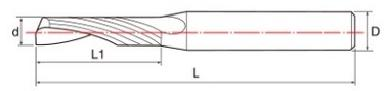
Solid Carbide Single-Flute Straight Shank End Mill (Standard Flute)

Milling Cutter Application: Hindi kinakalawang na asero, cast iron, aluminyo, tanso, grapayt, plastik, composite materials, titanium alloys, nikel, heat-resistant steel, non-alloy steel, low alloy steel <24hrc, mataas na haluang metal na bakal
<30hrc 、 matigas na bakal 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
Pagtukoy |
Pagtukoy |
||||||
|
d |
D(h6) |
L1 |
L |
d |
D(h6) |
L1 |
L |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
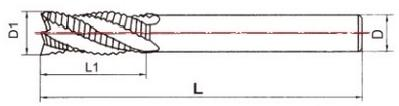
Solid na karbida tatlo- o apat na flute na bola ng ilong end mil


Mga Application ng Milling Cutter: Hindi kinakalawang na asero, cast iron, aluminyo, tanso, grapayt, plastik, pinagsama -samang mga materyales,
Titanium Alloy, Nickel, Heat-Resistant Steel, Non-Alloy Steel, Mababang Alloy Steel <24hrc, High Alloy Steel <30hrc, Hardened Steel 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
Pagtukoy |
|||
|
D1 |
L1 |
D |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
Pagtatanong
Mga kaugnay na kategorya ng produkto
- Carbide Roll Rings Gitnang Silangan
- Roll Rings para sa pagtatapos ay nakatayo
- Mga rolyo para sa espesyal na paggawa ng bakal
- Carbide roll singsing para sa mga tagagawa ng rolling mill
- Roll Rings para sa Tandem Mills
- China Cemented Carbide Roller
- Ang China ay nag -pole ng tungsten roll singsing
- China Cemented Carbide Milling Cutter
- China Cemented Carbide Cutting Insert
- bit mill
- China Cemented Solid Tungsten Carbide Rod
- nabawasan ang shank end mill

